Pros and Cons of the Peristaltic Pump – Part 3 of the Best Metering Pump
Peristaltic pumps (also known as hose pumps or roller pumps) are easy-to-use metering pumps that don’t contain a mechanical seal. This makes them a good option for wastewater treatment because they can transfer dirty and thick liquids without clogging up.
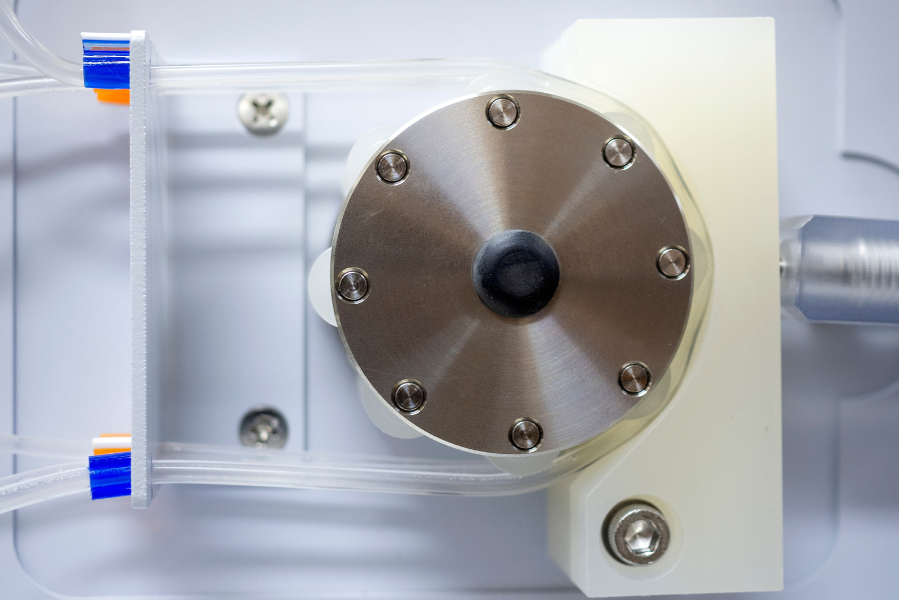
How does a peristaltic pump work?
The peristaltic pump works by driving the rotor’s pressure roller to squeeze the hose in the pump cavity. Through the compression and depression of the hose, a vacuum is formed, for the purpose of sucking and conveying materials. The transported materials are only ever in contact with the hose (and never with the pump mechanism), which makes them ideal for applications where hygiene is crucial, for example, medical or food processing.
The tubing or hose is the heart of the pump. As a critical component of the pump unit’s performance, the hose is also the pump’s weakest point. It’s under relentless pressure, because it constantly gets squeezed during normal operation, which can cause the hose to weaken and deteriorate.
Main uses for peristaltic pumps
Peristaltic pumps are typically used in laboratory and medical applications, but also in wastewater treatment, the food, paper, and plastic industry, as well as many other industrial applications. Most peristaltic metering pumps require lubricant baths, but roller peristaltic pumps are usually lubricant free. Let’s review the pros and cons of peristaltic pumps in more detail to see why they are among the top four best metering pumps:
Pros of the peristaltic pump
- These offer excellent metering range/turndown
- They are compatible with most chemical applications (limited compatibility with solvents)
– Chemicals only affect hose – which can be replaced
- Off-gassing has no effect
- They are well-suited for slurries/solids… however, in some applications, this may slow down the pump
- Viscosity / shear sensitivity is excellent, with the lowest shear of all applications
- They have excellent dry suction abilities. When paired with rigid tubing, a peristaltic pump can provide high suction lift capabilities.
Cons of the peristaltic metering pump:
- The biggest disadvantage of the peristaltic pump comes from inadequate installation and care of the hose. Buying a durable and rigid hose mitigates this risk.
- Maintenance of the hose is critical; thus maintenance frequency is higher
– 2000 – 4000 hours of tube/hose life per pump
- Speed of the pump’s operation places the motor under tremendous demand, which can reduce pumping ability and increase risk of hose rupture.
– Lower speed allows longer life
– Higher pressure leads to shorter lifespan
- High risk of leakage / chemical containment issues – leaks due to hose failure can damage casing and equipment
- Type of pumped fluid important, as well as temperature
- Medium to high cost
– Medium for low flows (<400 LPH)
– High for flows greater than 500 LPH
The simplest way to avoid the issues presented by peristaltic hose pumps is to use the proper hose and inspect it regularly. One size really does not fit all when looking at hose fit. Incorrectly sized hoses and inferior construction will result in hose failure, which can lead to unplanned downtime, production loss and high maintenance costs.
Fortunately, manufacturers give pump hoses distinct ratings, and estimate the equipment’s life span. So, when replacing the hose, always pay close attention to these two factors.
When it comes to metering pumps, it’s crucial to choose the one that makes the most sense for your operation. Weigh up the pros and cons of the peristaltic metering pumps to see if it fits your needs, or keep reading to find out if the magnetic-drive gear pump would be a better choice.
If you need help deciding, give us a call on 1-800-367-4180 (toll-free). As your metering pumps supplier, we’re here to help you choose, install, maintain, and monitor a variety of equipment. And to answer questions about things you’ve previously tried gone wrong.
